Proceso de fabricación de los abrasivos
ABRASIVOS
El proceso de bruñido no ha sufrido grandes modificaciones a lo largo de su historia. Durante miles de años el hombre ha usado piedra para cortar y bruñir metal. La primera referencia del hombre respecto a los abrasivos duros viene de la India, cuando en 1825, la arena, el corundo y los diamantes eran mezclados con una goma laca (shellac) para formar palos y discos. Sin embargo este proceso no apareció en el oeste hasta 1880. En 1891 Edward G. Acheson produjo los primeros cristales de carburo de silicio calentando arena y coque en un horno eléctrico. Por el mismo tiempo aproximadamente Charles B. Jacobs mezcló bauxita para producir el primer óxido de aluminio.
FABRICACIÓN DE PIEDRAS DE BRUÑIDO
La
consistencia en la calidad es el factor más importante en la
fabricación de las piedras de bruñido y esto solo se puede conseguir
con un control preciso de todo el proceso de fabricación. En el proceso
se enlazan partículas sueltas para conformar un bloque de abrasivo. Se
pesa cuidadosamente una cantidad de partículas con el grano deseado, y
también se mide meticulosamente el material de enlace necesario como el
feldespato o arcilla. En este momento se utilizan dos procesos para
enlazar los granos con el elemento de enlace para producir el bloque
abrasivo listo para su calentamiento. La elección entre estos dos
procesos viene determinada por el tamaño del grano: proceso aplicando
presión para granos gruesos y proceso de mezcla para granos finos.
PROCESO DE PRESIÓN
Los
dos componentes se humidifican y se mezclan a fondo. Se revisa el
proceso hasta que se produzca una uniformidad en la distribución del
grano. La mezcla se coloca en un molde de un tamaño determinado y se
presiona hidráulicamente de manera que se consiga la densidad necesaria
en el espaciamiento entre los granos. La parte de líquido en la mezcla
ha de ser suficiente para que la mezcla no se desmorone una vez hemos
retirado el molde.
PROCESO DE MEZCLA
La
mezcla de granos finos es mucho más complicada, y para conseguir la
uniformidad requerida se hacen mezclas de húmedas de los dos
componentes en condiciones de alto vacío, para asegurar que no se
procuzca ninguna burbuja. La mezcla húmeda se vierte en moldes que
permanecerán en una sala de secado hasta que el exceso de humedad se
haya evaporado.
Los bloques fabricados mediante el proceso de
presión o de mezcla se calientan en un horno a temperaturas de
aproximadamente 1260 grados centígrados. Este proceso de calentamiento
se prolonga durante unos días durante los cuales la temperatura se
regula automáticamente. Habitualmente se usan dos tipos diferentes de
horno: el horno cerrado y el horno de túnel. En el primer proceso los
bloques de abrasivo se sitúan en estanterías para que permanezcan
estables durante el proceso de calentamiento. En el segundo tipo, los
bloques se sitúan en un transportador donde se mueven lentamente a
través del horno durante el proceso de calentamiento. Los hornos de
túnel se usan para un volumen alto de producción aunque generalmente
los hornos cerrados permiten un
mejor nivel en el control del proceso, lo que produce resultados más consistentes en los bloques.
Después
del horneado, el producto final se inspecciona cuidadosamente y los
diferentes tipos de bloque son sometidos a pruebas de vibración e
indentación (resistencia a la penetración para comprobar la dureza) por
equipo especializado. La densidad se comprueba y finalmente se lleva a
cabo una inspección visual para encontrar posibles imperfecciones. El
bloque final se corta en varias secciones para adaptarse a los
diferentes tamaños y formas de los accesorios de bruñido.
Los
requisitos del bloque abrasivo son los de combinar un tipo de grano
abrasivo específico, ya sea óxido de aluminio o carburo de silicio (los
cuales se subdividen en varios tipos) en sus diferentes tamaños de
grano con un elemento de enlace específico, para producir un bloque
abrasivo con la dureza
necesaria. El bloque también está impregnado con varios aditivos diseñados para mejorar su funcionamiento.
- Bauxita + Coque = Óxido de Aluminio (Al2 O3) Clasificación: áspero, Regular, Semi Friable, blanca
- Arena de Cuarzo + Sal + Serrín + Coque = Carburo de Silicio (SIC) Clasificación regular - negro
El rango estándar de tamaños de grano varía entre 8 y 1000. El bruñido habitualmente utiliza granos entre 46 y 600.
- Elementos de enlace = Vitrificados: por ejemplo feldespato, arcilla, corcho, resina, caucho.
- Dureza de la piedra = La cantidad relativa del elemento de enlace en el volumen total de la piedra determina la fuerza del enlace o, dicho de otra manera, la dureza de la piedra.
- Tratamientos = Azufre, grafito, resina, cera,...
ACCIÓN DE LA PIEDRA ABRASIVA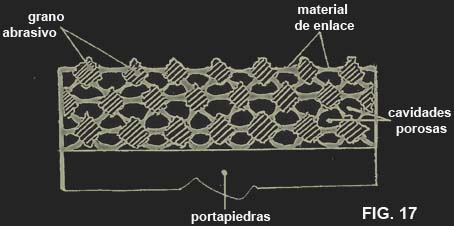
La
piedra abrasiva está hecha de una gran cantidad de granos unidos entre
sí con el elemento de enlace. Los bordes de los partículas o granos
abrasivos cortan el material de la superficie de trabajo, y lo
continúan haciendo hasta que se embotan o se desgastan. Cuando esto
sucede, la fuerza aplicada a los granos embotados (por el contacto con
la superficie de la pieza de trabajo) aumenta a un valor demasiado alto
para que el enlace puede resistir, en cuyo punto el enlace se rompe y
el grano embotado se desprende de la superficie de la piedra dejando
paso anuevos granos afilados. A esta rotura se la denomina proceso de
autorenovación. La fuerza del enlace debe estar unida a la capacidad de
corte del grano abrasivo, que a su vez ha de estar unida a la
mecanización de la pieza de trabajo.
Las piedras de bruñido
son normalmente porosas, es decir, el volumen real del abrasivo y el
elemento de enlace es menor al volumen real de la piedra de bruñido.
Vean FIG. 17. Esta porosidad se puede rellenar con materiales como el
azufre, grafito, resina o cera, lo cual puede ser útil en el bruñido de
algunos materiales.
El azufre es un lubricante en condiciones
de alta presión, y reducirá el calor generado en el proceso de bruñido.
El grafito tiene características similares, y además ayuda a consguir
mejores niveles en el acabado de superficie. A estos materiales
impregandos habitualmente se les denomina "tratamientos".
ESPECIFICACIONES
Una piedra abrasiva se marcará con un código identificativo, como por ejemplo A150 M5 VL2 10, si es lo suficientemente grande.
"A":
Esta letra indica el tipo de partícula
abrasiva. En este caso "A" corresponde a óxido de aluminio. "C"
sería carburo de silicio. Un número puede preceder
a las letras A o C, y
denotaría los diversos niveles de Al2 O3 o Sic - pero este número es
relativo solamente a los códigos individuales de identificación
de cada
fabicante.
"150": Este número indica el
tamaño del grano. Los tamaños de tamiz estándar son 46, 54, 60, 70, 80,
90, 100, 120, 150, 180, 220 y 240, y granos
más pequeños 280, 320, 400, 500, 600, 800, 900, 1000 que
normalmente se separan por métodos de flotación. Algunos fabricantes
mezclan
diferentes tamaños de grano para adaptare a requisitos
específicos.
"M":
Esta letra marca la dureza del elemento de enlace. "A" sería el más
blando hasta "Z" que sería el más duro. Muchos elementos de enlace
en las
piedras de bruñido están entre "H" y "R".
"5":
Este número indica la porosidad de la piedra. Los
números bajos muestran una piedra de densidad alta mientras que los
altos denotan una piedra de
estructura interna más abierta, es
decir, menos densa.
"VL2": La "V" indica
que el elemento de enlace está vitrificado como el feldespato o
arcilla. "L2" es el código propio del fabricante para su mezcla de
enlace
específica.
"10": El código propio para el tratamiento aplicado por el fabricante (en este caso azufre).
Para
complicar las cosas, normalmente los fabricantes de productos de
bruñido raramente utilizan este sistema de códigos universal, ya que
cada uno suele utilizar su propio sistema de numeración, lo que
conlleva que no haya una relación entre las referencias de los
diferentes fabricantes. Un ejemplo de este sistema con diferentes
numeraciones se muestra en las Figuras 18a y 18 b.
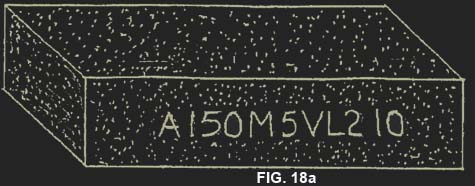 IDENTIFICACION DEL BLOQUE ABRASIVO
IDENTIFICACION DEL BLOQUE ABRASIVO
Donde A = Granos de óxido de aluminio
150 = Tamaño del grano
M = Dureza del elemento de enlace
5 = Densidad
VL2 = Enlace vitrificado
10 = Tratamiento (en este caso, el azufre)
IDENTIFICACIÓN DE UNA PIEDRA DE BRUÑIDO INDIVIDUAL
Donde ND = Sección de la piedra/Soporte de la piedra
R = Óxido de aluminio
3 = Tamaño del grano (150)
E = Dureza del elemento de enlace
S = Tratamiento (en este caso, el azufre)